+ Щелкните по рисунку, чтобы увеличить!
Для изготовления деталей грифа, особенно ручки и наклейки, необходимо иметь хорошо высушенный и выдержанный материал из твердолиственных пород (бука, клена, груши и др.).
Размеры нового грифа должны соответствовать размерам старого. Но для контроля мастер должен знать, что при определении длины грифа следует исходить из длины мензуры инструмента, количества ладов на грифе и расстояния от последней ладовой пластины до торца хвостика грифа; к этой суммарной длине прибавляется длина головки.
Все детали грифа изготовляют с припуском по длине, ширине и толщине. Пятка может быть цельной из одного куска древесины или склеенной из двух-трех брусков. Склеиваемые детали должны быть тщательно отфугованы.
При длине мензуры гитары 650 мм и 19 ладах можно рекомендовать следующие размеры деталей, мм:
| Ручка | Наклейка | |
| Длина | 460 | 460 |
| Ширина | ||
| вверху | 55 | 55 |
| внизу | 65 | 65 |
| Толщина | 24—25 | 5—6 |
Чтобы уменьшить коробление ручки, ее можно сделать переклейной, вклеив в середину вкладыш толщиной 4-10 мм, выстроганный из того же материала, что и ручка, или из другой твердолиственной породы древесины. Чтобы увеличить прочность ручки, в середину вклеивают вкладыш такой же толщины из более прочного материала с большим модулем упругости, например черного дерева, клена и др.
Головку грифа изготовляют по старому образцу. Для изготовления головки без пазов и с креплением колковых механизмов снизу следует использовать брусок толщиной 14-15 мм; длину и ширину бруска определяют исходя из расположения механики — односторонней или двусторонней.
Головку с пазами, так называемыми пролетками, и с креплением колковых механизмов на боковых плоскостях делают из бруска длиной 270-275 мм, шириной 70-75 вверху и 60-62 внизу, толщиной 20-21 мм.
+ Щелкните по рисунку, чтобы увеличить!
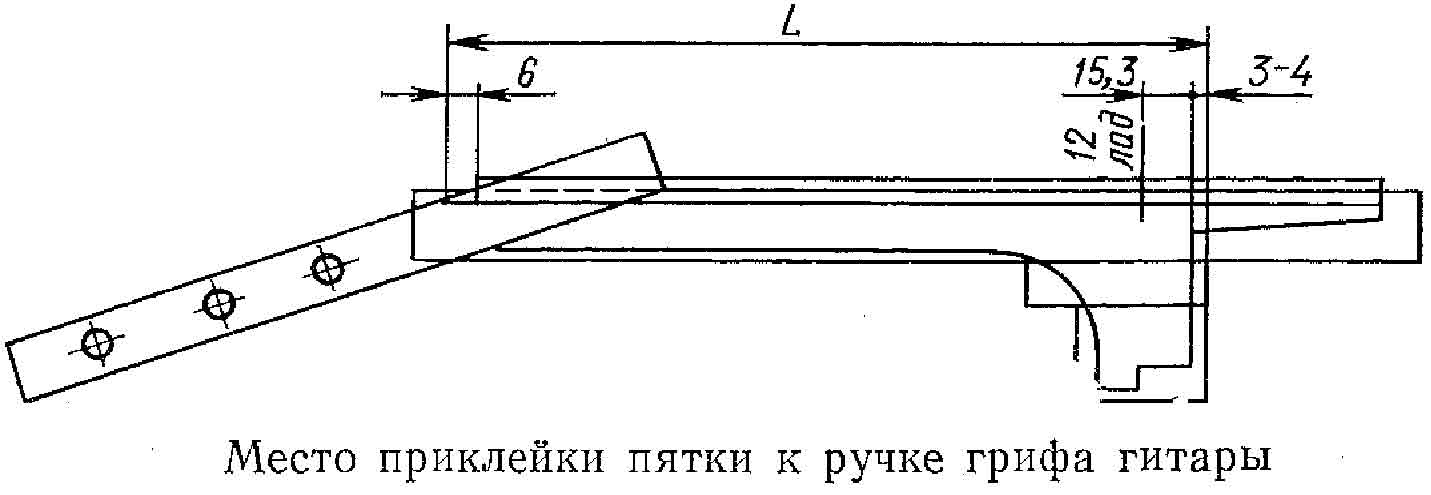
Изготовив все детали грифа, приступают к их склеиванию. Сначала к ручке приклеивают пятку. Расстояние от переднего торца ручки (узкая сторона грифа) до заднего торца пятки должно быть равно половине длины мензуры плюс расстояние от 12-го лада до торца пятки с учетом припуска (3-4 мм) на обработку плюс 6 мм на ширину площадки под порожек и припуск при опиловке ручки на конус (рисунок выше).
С узкой стороны ручку спиливают под углом 14-16°. На тщательно отфугованную наклонную площадку приклеивают головку с помощью струбцины. При симметричной головке ее ось должна обязательно совпасть с осью ручки; наклон головки вправо или влево от ручки не допускается. После того как клей высохнет, лишнюю часть древесины головки спиливают, отфуговывают пласть ручки и приклеивают наклейку.
После соответствующей (4-часовой) выдержки на фрезерном станке обрабатывают боковые стороны грифа до заданной ширины. Специальной профильной фрезой на фрезерном станке обрабатывают профиль ручки.
При отсутствии станка бока ручки обрабатывают маленьким рубанком, а головку — полукруглым напильником.
Профиль грифа обрабатывают сначала полукруглым рашпилем, а затем — циклей и шкуркой № 6-8. Шейку грифа (переход профиля грифа к головке) обрабатывают этим же инструментом, придавая ей красивую симметричную форму. По окончании этих операций гриф выдерживают в течение 10-12 дней для выравнивания внутренних напряжений, возникающих в древесине после склейки. Затем пласть наклейки тщательно фугуют под ладовые пластины. На случай возможной деформации хвостика у наклейки грифа, начиная с 10-го лада, делают скос на 1-1,5 мм в конце.
Далее по форме гнезда в верхнем клеце корпуса гитары обрабатывают пятку на конус: подрезают и зачищают торец пятки, пропиливают хвостик на толщину 10-11 мм у пятки и 6-7 мм в конце и обрабатывают его торец.
В пятке сверлят отверстие для гитарного винта сначала сверлом диаметром 7 мм на всю глубину пятки, а затем сверлом диаметром 12 мм на глубину 11-12 мм. Отверстие сверлят также комбинированным сверлом этих же диаметров.
Операции запиловки пазов по заданной мензуре, сверления и вставки точек с шлифовкой наклейки, вставки и запрессовки ладовых пластин, шлифовки и подготовки грифа в целом к отделке аналогичны описанным выше.
Лев Липович Бандас
Иван Александрович Кузнецов
1983 год
***