
Для закрепления и натягивания струн при настройке щипковых музыкальных инструментов — гитар, балалаек, домр, мандолин — предназначены колковые механизмы.
Конструкция колковых механизмов основана на работе самотормозящей червячной пары, т. е. с передачей вращения только в одном направлении — от червяка к шестеренке.
Колковые механизмы должны обеспечить плавную и точную настройку музыкальных инструментов, держание постоянного строя во время игры.
Несмотря на разнообразие конструкций, колковые механизмы состоят в основном из одних и тех же деталей: планок, червяков с барашками, колонок, шестеренок и стоек.
Планка является основанием, к которому крепятся стойки или на котором монтируются детали колковых механизмов, если планка изготовлена вместе со стойками как одна деталь. В зависимости от назначения колковых механизмов на планке монтируют от одного до шести колков. Поэтому планки отличаются между собой габаритными размерами. Для улучшения внешнего вида на планку наносят рисунок.
Червяк передает вращение шестеренке (червячному колесу), соединенной с колонкой. Наружная поверхность червяка может быть цилиндрической или глобоидальной, т. е. телом вращения с образующей по дуге окружности, радиус которой равен радиусу шестеренки. Червяк вращается в двух стойках.
Для гитар и мандолин червяки одинаковые, имеют одни и те же размеры, для балалаек — отличаются размерами по длине, для оркестровых инструментов — отличаются и по длине, и по диаметру.
Колонка служит для закрепления струны. Один ее конец заканчивается хвостовиком для насадки шестеренки, другой — прямой или закругленный. Для закрепления струны в колонке просверливают отверстие диаметром 2,7 мм. Колонки отличаются между собой размерами и положением центра отверстия под струны.
Стойки служат для крепления червяка к планке и в качестве подшипников для червяка. Стойки могут быть изготовлены как самостоятельные детали либо вместе с планкой. Стойки в качестве детали для колковых механизмов оркестровых инструментов различаются размерами.
Шестеренка передает вращение от червяка к колонке. Насаживается она на хвостовик колонки с напряженной посадкой, с последующей расклепкой хвостовика или свободно — с последующим закреплением винтом или изготовляется литьем как одна деталь вместе с колонкой.
Барашек служит для вращения червяка. Размеры барашков определяют в зависимости от разновидности музыкального инструмента. Например, для шестиструнной гитары размер барашков больше, чем для семиструнной; для мандолин и балалаек размеры одинаковые, для оркестровых инструментов — увеличенные.
На фабрике им. А. В. Луначарского внедрены колковые механизмы, у которых шестеренка и колонка являются одной деталью, изготовляемой литьем из сплава ЦАМ4-1 (ГОСТ 19424—74). Подшипниками для червяков служат стойки-колпачки, являющиеся одновременно опорой для шестеренки и частично закрывающие ее, отчего колковые механизмы и называются полузакрытыми. Крепятся стойки-колпачки к планке четырьмя ножками, которые загибают с обратной стороны планки. Механизмы полузакрытого типа внедрены и на других предприятиях, выпускающих гитары.
Внедрена разборная конструкция колковых механизмов, у которых шестеренка свободно насаживается на хвостовик колонки и закрепляется винтом. Червяк, на барабане которого сделаны две выточки, свободно входит в стойки, изготовленные вместе с планкой, благодаря чему сводится к минимуму «мертвый» ход червяка и обеспечивается плавное зацепление.
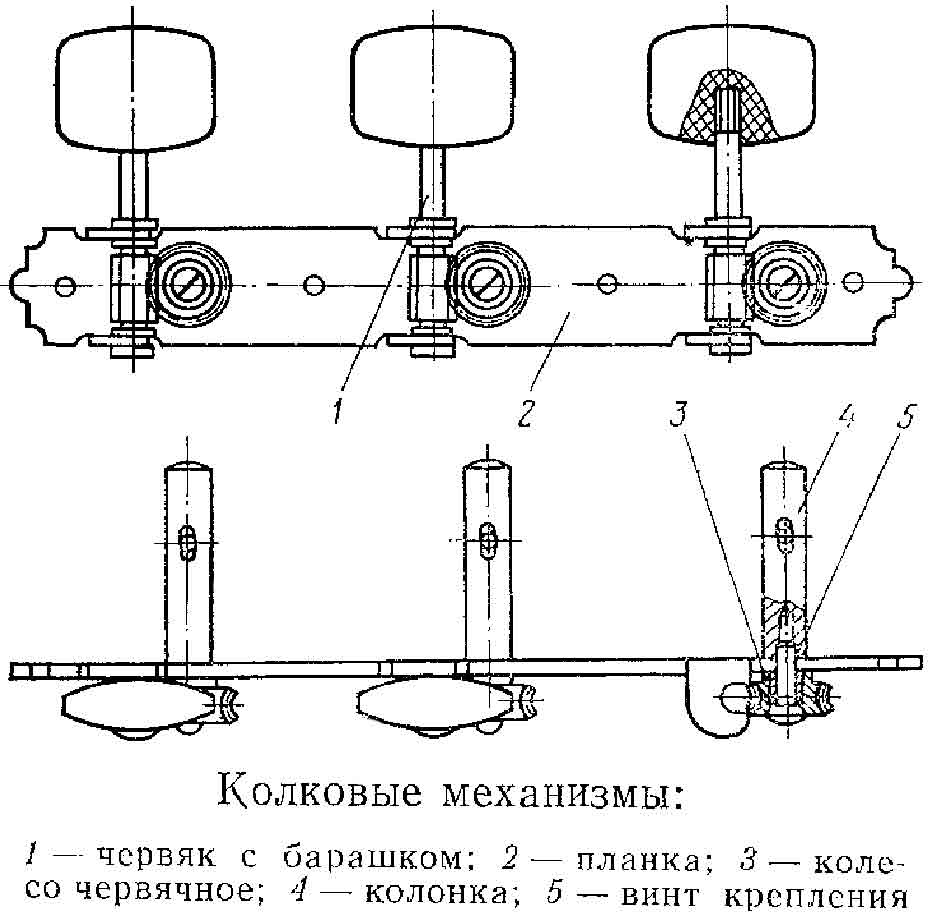
Колковые механизмы разборного типа являются наиболее совершенной конструкцией, надежны в эксплуатации, имеют красивый внешний вид. Высококачественные гитары, а также гитары, домры, балалайки, изготовленные по индивидуальным заказам, оборудуются разборными колковыми механизмами (рисунок выше). Для гитар с синтетическими струнами колонки колковых механизмов изготовляют с пластмассовыми втулками диаметром 10 мм, что увеличивает срок эксплуатации струн и способствует более быстрой настройке инструмента.
Детали колковых механизмов изготовляют из следующих материалов:
планки — из стальной никелированной ленты холодного проката толщиной 1-1,2 мм, а для домры-бас и балалаек-бас и -контрабас — 2 мм (ГОСТ 503—71);
стойки, изготовляемые как самостоятельные детали — из этой же ленты, но толщиной 1,8-2 мм, а стойки-колпачки — из ленты толщиной 1 мм;
шестеренки — из латунного прутка марки ЛС-59-1 (ГОСТ 2060—73), вместе с колонной из сплава ЦАМ4-1 (ГОСТ 19424—74);
червяки — из стального прутка диаметром 3,5 мм (ГОСТ 499—70) с последующей высадкой и накаткой резьбы и 6-8 миллиметровые с нарезанием резьбы, из латунного прутка марки ЛС-59-1 (ГОСТ 2060—73) диаметром 6-6,5 мм;
колонки — из стали калиброванной марки СГ 10 (ГОСТ 1054—74), из стали «серебрянка» (ГОСТ 14955—77), из латунного прутка ЛС-59-1 (ГОСТ 2060—73);
барашки — из пластмасс, сополимера или полистирола, а также металлические.
В зависимости от назначения и конструктивных особенностей колковые механизмы по видам разделяются на гитарные, мандолинные, балалаечные и оркестровые.
Кроме того, гитарные и мандолинные колковые механизмы подразделяются на правые и левые.
По количеству колков — на двух-, трех-, четырех- и шестиколковые с взаимно перпендикулярным расположением червяков и планки.
Этими колковыми механизмами оборудуются гитары, шести-, семи- и две- надцатиструнные, домры четырехструнные, мандолины.
Трехколковое расположение червяков под углом к планке имеют балалайки и домры трехструнные.
Для крепления колковых механизмов к головке грифа в планке просверливают отверстия под шурупы, с помощью которых закрепляют механизмы.
Колковые механизмы, вкладываемые в специально выбранные гнезда головки грифа и закрываемые затем металлической или пластмассовой крышкой, носят название закрытых колковых механизмов. Укрепляются они в гнездах с помощью деревянных сухариков. Ими чаще всего оборудуются домры и балалайки повышенного качества, оркестровые инструменты.
Номенклатура деталей колковых механизмов малочисленна: планка, червяки, барашки, колонки, шестеренки и стойки. Но их количество для различных видов щипковых музыкальных инструментов значительно возрастает. Одни и те же детали отличаются друг от друга лишь габаритными размерами, но имеются некоторые отличия в их конструкции и технологии изготовления.
Планки для всех открытых и полузакрытых колковых механизмов гитар, балалаек, домр, мандолин изготовляют из стальной ленты холодного проката 1х17 — 20 мм, а для разборных колковых механизмов 1,2х42 или 130 мм. Увеличение ширины ленты в последнем случае связано с конструкцией планки, которую вырубают вместе с боковыми фигурами, образующими после их загиба стойки. Во избежание появления трещин в местах сгиба стойки следует загибать в направлении проката ленты. Поэтому направление проката и вырубку планки из ленты шириной 130 мм производят по ширине ленты.
Вырубку планки с одновременной пробивкой отверстий под колонки, стойки и шурупы производят на эксцентриковых прессах штампами. Очень важно выдержать расстояния между центрами отверстий под колонки и стойки. Соблюдение этих расстояний при прочих равных условиях обеспечивает хорошее сцепление червяка с шестеренкой, плавную работу червячной пары. Проверяют эти расстояния периодически специальным шаблоном. После окончания вырубки планки галтуют в галтовочном барабане с древесными опилками, полируют на полировальных станках войлочными кругами полировочной пастой по СТУ-30. Далее планки никелируют в никелировочных спокойных ваннах на подвесках и глянцуют пастой ГОИ на полировальных станках. В соответствии с РСТ толщина никелевого покрытия должна быть не менее 6 мкм.
На планках разборных колковых механизмов, кроме того, загибают фигуры под углом 90° для образования стоек и наносят художественный рисунок.
Стойки для открытых колковых механизмов изготовляют из стальной ленты холодного проката 1,8x38 мм, а для полузакрытых — 1,0х43 мм. В первых стойках оси отверстия и хвостовика должны совпадать, иначе червячная пара будет очень плохо работать, и отверстие должно быть не овальным, а круглым. Во вторых стойках гнутье под углом 90° необходимо производить симметрично и точно по оси отверстия. Вырубают стойки, как и планки, на эксцентриковых прессах.
Шестеренки изготовляют из латунных прутков различного диаметра (10, 12, 16 и 25 мм). Вытачивают заготовки с одновременным сверлением отверстия на токарных автоматах; зубья фрезеруют червячной фрезой диаметром 25 мм на зуборезных полуавтоматах или дисковой фрезой на автоматах; обкатку зубьев производят фрезой диаметром 8 мм.
Преимущество точеных шестеренок перед штампованными (существует и такая технология изготовления заготовок) состоит в том, что после точения шестеренка имеет правильную форму, а ее оси совпадают с отверстиями, что имеет большое значение для работы червячной пары.
В шестеренке для разборных колковых механизмов отверстие под хвостовик колонки прошивают на специальном приспособлении.
Шестеренки с колонкой как единую деталь изготовляют литьем из сплава ЦАМ4-1. Образовавшийся литейный, облой снимают на специальном обкаточном станке, а торец колонки для колковых механизмов балалаек, домр, мандолин обрабатывают специальным инструментом на вертикально-сверлильном станке. В колонке сверлят отверстие диаметром 2,7 мм под струны с зенковкой с двух сторон под углом 90° на глубину 1 мм.
Червяк в большинстве случаев изготовляют из латунного прутка диаметром 6 мм без обточки барабана, а для разборных колковых механизмов — диаметром 6,5 мм с обточкой барабана по диаметру и выточками под стойки.
Промыв и протерев пруток, на токарных автоматах вытачивают заготовку, а на шурупонарезных автоматах нарезают резьбу. Имеется также технология изготовления заготовок червяков из стального прутка диаметром 3,5 мм методом высадки барабана на холодновысадочном автомате; резьбу на этих червяках накатывают на нарезо-накатном автомате. Затем червяки галтуют, а стальные червяки, кроме того, никелируют. Для лучшего сцепления с пластмассовыми барашками на конец червяка наносят рифление (накатку) с помощью рифленых валиков. Глубина рифления 0,2-0,3 мм. Лишь после накатки червяки вкладывают в гнезда кассеты пресс-формы для литья барашков. Литники после литья обрубают специальным штампом на эксцентриковом прессе, облой зачищают вручную ножом или напильником.
Колонки вытачивают на токарных автоматах. Предварительно бухту проволоки разматывают, разрезают на отрезки длиной 8-10 м, промывают и протирают. Для лучшего сцепления с шестеренкой шейку колонки накатывают рифлением на станке. Для разборных колковых механизмов в шейке сверлят отверстие под резьбу для винта крепления. На фрезерном станке фрезеруют две параллельные лыски для насадки шестеренки. По кондуктору сверлят отверстие диаметром 2,7 мм под струны с зенковкой с двух сторон под углом 90° на глубину 1 мм. Колонки также галтуют и никелируют.
Сборка колковых механизмов:
а) с отдельными стойками. На червяк с предварительно надетыми стойкой и барашком надевают вторую стойку и вместе вставляют в гнезда приспособления. На концы обеих стоек накладывают отверстиями планку, осаживая ее слегка молотком и 4-5 ударами расклепывают концы стоек, не деформируя отверстия в стойках. Так приклепывают все стойки с червяками на планке. Колонку вставляют в гнездо металлической плитки, на шейку надевают планку, а затем и шестеренку, которую осаживают, и молотком расклепывают конец шейки. Для улучшения внешнего вида расклепанный конец шейки следует развальцевать на сверлильном станке специальным инструментом. Собранные колковые механизмы следует смазать и обкатать;
б) с шестеренкой и колонкой из сплава ЦАМ4-1. Механику собирают в специальном приспособлении, загибая концы стоек на эксцентриковом прессе мощностью 1-1,5 т. В приспособление закладывают стойки-колпачки, шестеренки с колонкой и червяки с барашками. Сверху накладывают планку так, чтобы концы стоек вошли в соответствующие отверстия планки, и слегка подпрессовывают планку, а в прессе загибают концы стоек. Далее собранные колковые механизмы обкатывают с помощью электродвигателя, на валу которого укреплена насадка по форме барашка;
в) разборные колковые механизмы. Червяк с выточками на барабане вставляют в стойки планки и устанавливают шестеренку так, чтобы она вошла в зацепление с червяком и чтобы совпали отверстия шестеренки и планки. Затем через планку в шестеренку вставляют колонку и закрепляют шестеренку винтом с полупотайной головкой 2,5х8 (ГОСТ 17474—72) или с потайной головкой (ГОСТ 17473—72). Так собирают все колки на планке.
Далее механику обкатывают и смазывают.
Качество колковых механизмов и технические требования, предъявляемые к ним, регламентируются РСТ РСФСР 40—77.
Лев Липович Бандас
Иван Александрович Кузнецов
1983 год