EPSON проекторы компании
- 11 Jan 2023
- Проекторы и Домашние кинотеатры
- 744 Прочтений
- 0 Комментариев
Один из лидеров-производителей проекторов
Если ты знаешь бренд Epson только по принтерам, спешим тебя удивить - сейчас уже печатные устройства для компании даже не приоритет. Epson вовсю рвет рынок проекторов, причем как начального уровня, так и вполне себе уровня домашних кинотеатров.
Гаджетоманов наверняка заинтересует MG-850HD - проектор со встроенными динамиками (2x10 Вт) и разъемом Apple dock, в который можно установить хоть iPod, хоть iPhone, и даже iPad, для которого есть крепления для повышения устойчивости. Проектор жарит стену с яркостью 2800 люмен и имеет контраст 3000:1. EH-TW550 являет собой домашний проектор с разрешением 720р, но с матрицей 3LCD и поддержкой 3D. А еще он умеет одновременно выводить две картинки с разных источников (split screen).
EH-TW5910 представляет собой модель начального уровня из линейки 1080р-проекторов. Проектор поддерживает 3D, демонстрирует контраст 20000:1 и светит с яркостью 2100 люмен. Есть встроенный конвертор 2D в 3D.
EH-TW6100W, с помощью беспроводного трансивера Wireless Home Digital Interface с пятью входами HDMI, может выводить 3D Full HD картинку, имея один лишь кабель питания - даже самый тяжелый контент будет гнаться на проектор по беспроводу. Благодаря пропускной способности интерфейса в 3 Гбит/с даже 1080р-видео будет проигрываться без проблем. Картинка имеет немалый контраст 40000:1, а изображение создается при помощи фирменной технологии 3LCD. В отличие от других типов вывода картинки 3LCD дает куда более яркое, сочное видео. Кстати, в продаже будет и ЕН-TW6100 без W на конце - то есть без беспроводного ресивера.

Модель EH-TW8100 выглядит внушительней - здесь уже есть 2.1-кратный оптический зум и сдвиг линз, а уровень контраста составляет невероятные 320000:1.
Еще одна новинка - EH-TW9100 - не сильно отличается от предыдущей модели. Разве что в комплекте идут двое очков, работающих по радиоканалу (более стабильная синхронизация, нежели по ИК), а сам проектор имеет сертификацию ISF, что подразумевает возможность тончайшей калибровки для получения максимально качественной картинки. Кстати, дизайн передней панели перекликается с радиаторной решеткой BMW. Как тебе намек на премиумность продукта? При этом цена на модель будет находиться на уровне 130-140 тысяч рублей, а продажи начнутся в декабре-январе.
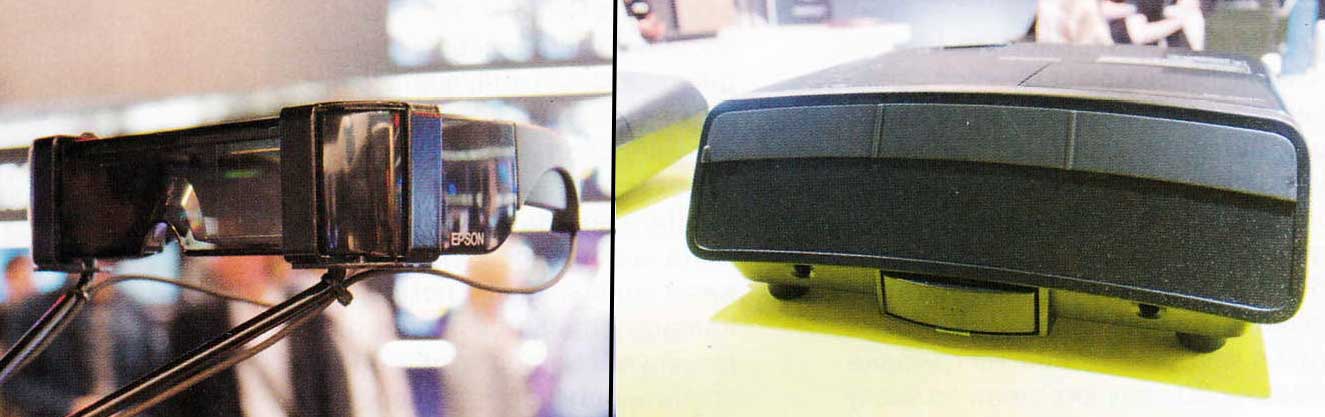
И еще нетипичный продукт для Epson - автономные SD-видеоочки Moverio ВТ-100 на базе Android, через которые видно изображение, аналогичное 80-дюймовой панели на расстоянии пяти метров, правда, лишь в разрешении 960x540. Это весьма легкие и компактные очки с прозрачными стеклами. От очков идет кабель к управляющему медиаплееру с большим тачпадом. Видео хранится на флешках microSD, а управление по меню осуществляется через тачпад.
Не забыла компания и про печатные устройства. Например, младшая струйная модель МФУ Expression Home ХР-406 оперирует четырьмя цветами и печатаете разрешением 5760x1440. При такой цене в устройства уместился CIS-сканер с типичным разрешением 1200x2400. Удивляемся 2.5-дюймовому сенсорному дисплею, встроенному Wi-Fi и поддержке беспроводной печати Apple AirPrint и Google Cloud Print. И все это за 160 баксов. Впечатляет?
***
Установка и настройка проекторов и домашних кинотеатров в Алматы
+7 701 245 8183 или +7 777 801 3615
*



Letzte Kommentare
Artikel
Fotos
Eigene Seiten