Формовочные смеси для отливки...
- 03 Jun 2025
- Производство, промышленность
- 274 Прочтений
- 0 Комментариев
Струи воздуха вместо тряски
В хорошо спрессованной форме и отливка получается хорошей. Уплотнение производят обычно на специальных формовочных машинах встряхиванием. Долго трясет машина опоку, пока смесь уплотнится...
В Краматорском научно-исследовательском и проектно-технологическом институте машиностроения (НИИПТмаш) разработано новое устройство для изготовления литейных песчаных форм, снижающее энергозатраты на 30—50%. Оно и не трясется, но уплотняет формовочную смесь в 20—30 раз быстрее. Каким образом?
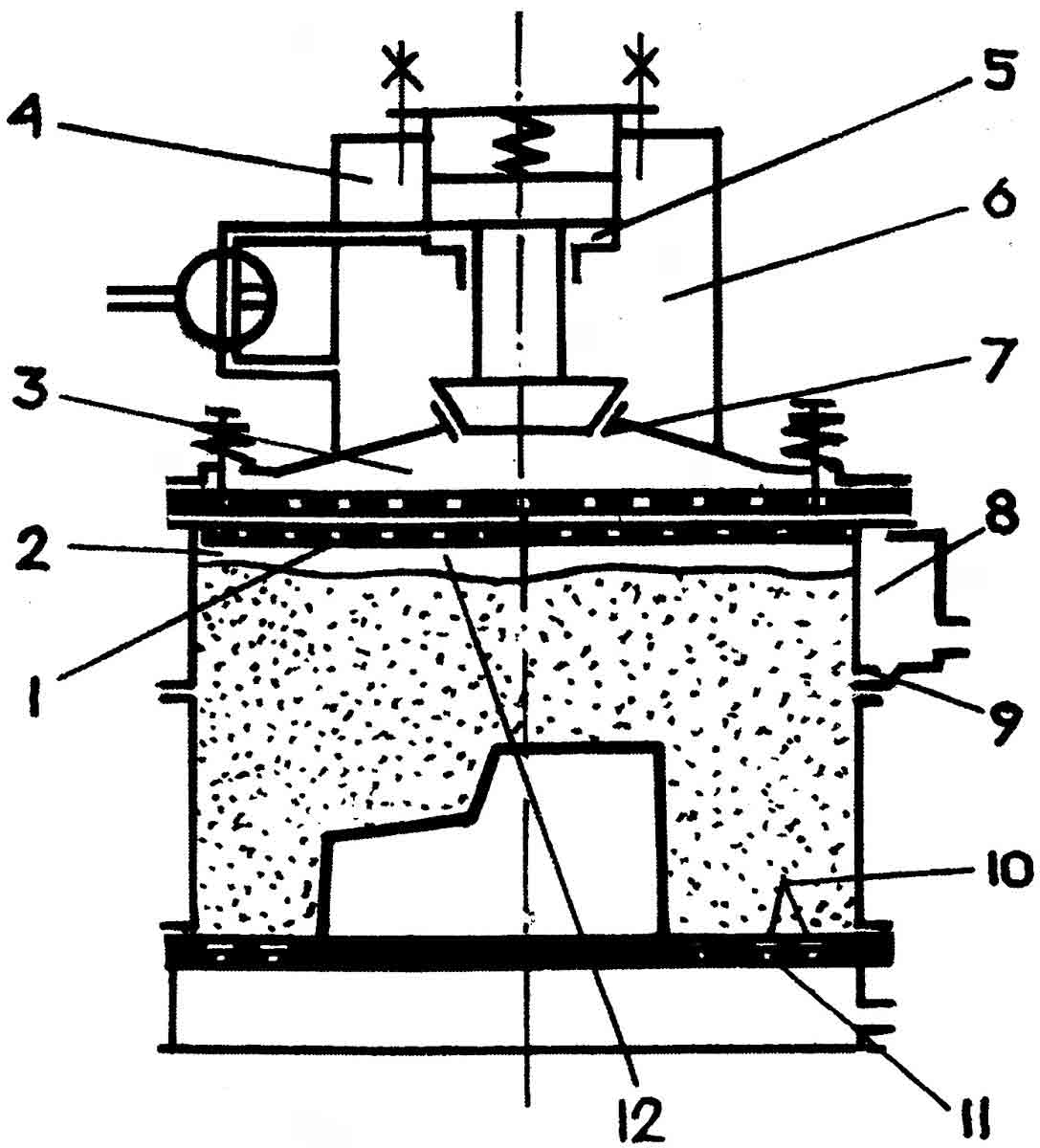
1 — рассекатель; 2 — полость прессования; 3 — полость над рассекателем; 4 — импульсная головка; 5 — поршневая полость; 6 — ресивер; 7 — высокоскоростной выпускной клапан; 8-11 — устройства для выпуска отработанного воздуха; 9-10 — выпускные отверстия; 12 — поверхность уплотнения.
Импульсами сжатого воздуха.
На подмодельную плиту с моделью устанавливают наполнительную рамку, наполняют ее формовочной смесью и накрывают крышкой. В этой крышке вся хитрость. Она сделана с отверстиями-рассекателями, а на ней смонтирована импульсная головка. В головке имеется высокоскоростной выпускной клапан, обеспечивающий практически мгновенное нарастание давления воздуха в камере над рассекателем. Воздушный импульс поступает в эту камеру из ресивера и через рассекатель «стреляет» множеством струй по уплотняемой поверхности. В стенках наполнительной рамки и в подмодельной плите есть выпускные отверстия, из которых и выходит воздух, пронизывающий всю массу формовочной смеси. Такая система отвода воздуха дает равномерное уплотнение смеси и по вертикали, и в узких и глубоких карманах. Изменяя силу импульсов, диаметр и места расположения выпускных отверстий, можно достичь необходимой степени уплотнения, зависящей от требований технологии.
1976 г.



Letzte Kommentare
Artikel
Fotos
Eigene Seiten